اچھی ہیوی ڈیوٹی ڈیپ ہول بورنگ مشینیں ڈرلنگ ٹولز کے ساتھ
مصنوعات کی وضاحت
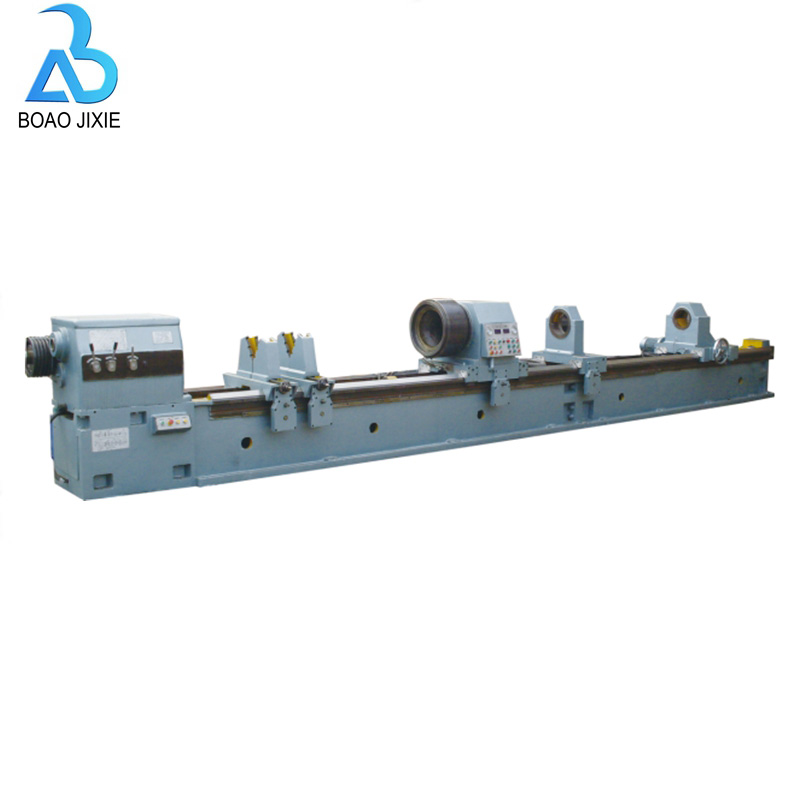
T2180 مشین بنیادی طور پر ہیوی ڈیوٹی بیلناکار حصوں کی پروسیسنگ کے لیے ہے، جیسے ڈرلنگ، بورنگ، توسیع، رولر برنیشنگ اور ٹریپیننگ وغیرہ۔ ورک پیس کو آہستہ آہستہ گھومنے کے لیے رکھا جاتا ہے، کھانا کھلانے کے دوران ٹول تیزی سے روٹری ہوتا ہے۔سوراخ کے ذریعے مشینی کرنے کے علاوہ، یہ سٹیپ ہول اور بلائنڈ ہول پر بھی کارروائی کر سکتا ہے۔یہ مشین ایک وسیع رینج میں استعمال ہوتی ہے، عمل کی قسم کا انتخاب اصل مانگ کی بنیاد پر کیا جا سکتا ہے۔
ڈرلنگ کرتے وقت، مشین BTA اندرونی چپ ہٹانے کی قسم کو اپناتی ہے، آئل فیڈر ڈرل بار کے آخر سے چپس کو ہٹانے کے لیے کٹنگ مائع فراہم کرتا ہے۔جب پش بورنگ ہوتا ہے، تو کاٹنے والا مائع آئل فیڈر کے چھوٹے سوراخ یا بورنگ بار کے آخر میں بڑے سوراخ کے ذریعے کاٹنے والے علاقے تک پہنچ جاتا ہے۔
چپ کو ہیڈ اسٹاک کے سرے سے باہر نکال دیا جاتا ہے۔ٹریپیننگ کرتے وقت، خصوصی ٹول، ٹول بار اور کلیمپنگ ڈیوائس سے لیس ہونا چاہئے، چپ کو بیرونی ہٹانے کی قسم کے ذریعہ خارج کیا جاتا ہے۔
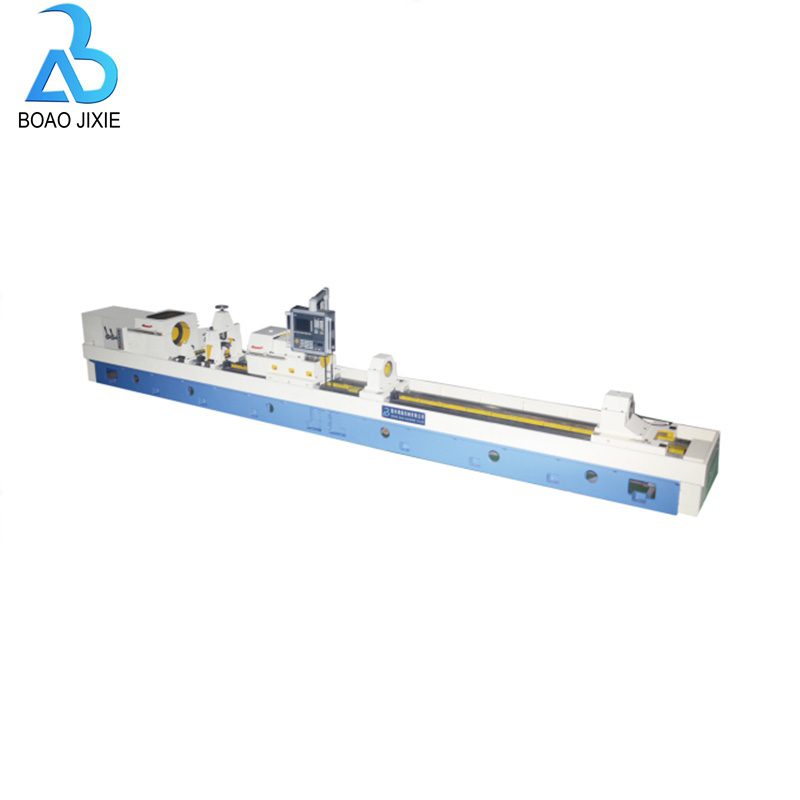
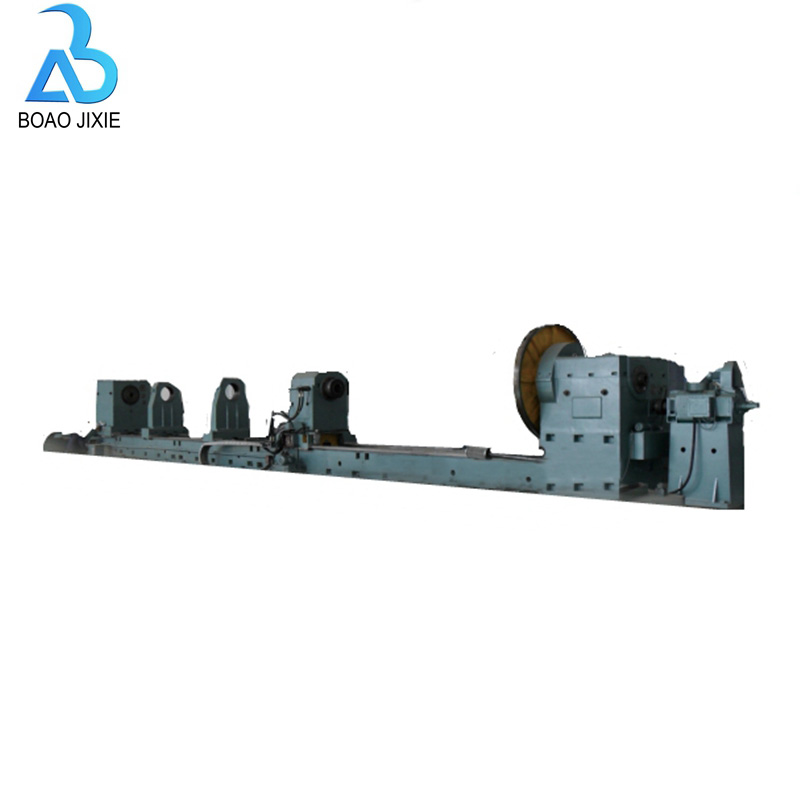
اس مشین کو ڈرل باکس کے ساتھ اسمبل کیا گیا ہے، جو ورک پیس اور ٹول کی ڈبل روٹیشن حاصل کرتا ہے، اصل ڈیمانڈ کی بنیاد پر سنگل ایکشن بھی دستیاب ہے۔جب ورک پیس کو کم روٹری رفتار کی ضرورت ہوتی ہے، تو عمل کی کارکردگی اور معیار کو یقینی بنایا جاسکتا ہے۔
ہیڈ اسٹاک ورک پیس کو لاک کرنے کے لیے ہیوی ڈیوٹی فور جبڑے چک کو اپناتا ہے، مستقل آرام سپورٹ کے لیے ہے اور آئل فیڈر ہائیڈرولک پریشر کے ذریعے کلیمپنگ کے لیے ہے۔آئل فیڈر بنیادی محور کی ساخت کو اپناتا ہے جو لوڈ کی صلاحیت اور گردش کی درستگی کو بہتر بناتا ہے۔بستر کے جسم میں بہترین سختی، اچھی لباس مزاحمت اور اعلی صحت سے متعلق برقرار رکھنے کی صلاحیت ہے۔ٹول فیڈنگ بغیر سٹیپ لیس اسپیڈ ریگولیشن کا احساس کرنے کے لیے AC سروو موٹر کو اپناتی ہے۔ہیڈ اسٹاک سٹیپلیس اسپیڈ ریگولیشن کے ساتھ ڈی سی موٹر استعمال کرتا ہے۔ڈرل باکس بڑی پاور موٹر کے ذریعے چلایا جاتا ہے، جس کی رفتار گیئر شفٹ کے ذریعے ریگولیٹ ہوتی ہے۔
ہائیڈرولک سسٹم میں ورک پیس کو کلیمپنگ اور فکس کرتے وقت ایک درست کنٹرول ہوتا ہے، جس میں اعلیٰ استحکام اور درستگی ہوتی ہے۔آپریشن کے تمام پیرامیٹرز میٹر ڈسپلے، ورک پیس کلیمپنگ کے ذریعے دکھائے جاتے ہیں اور آپریشن بہت محفوظ، تیز اور مستحکم ہے۔مشین انسانی مشین انٹرفیس کے ساتھ PLC کنٹرول کو اپناتی ہے، اسے چلانے میں آسان ہے۔
وضاحتیں
| NO | اشیاء | تفصیل | |
| 1 | ماڈلز | T2280 | T2180 |
| 2 | سوراخ کرنے والی قطر کی حد |
| Φ60mm-Φ150mm |
| 3 | زیادہ سے زیادہ بورنگ قطر کی حد | Φ800 ملی میٹر | Φ800 ملی میٹر |
| 4 | بورنگ گہرائی کی حد | 1000-15000 ملی میٹر | 1000-15000 ملی میٹر |
| 5 | ورک پیس کلیمپنگ قطر کی حد | 320-1250 ملی میٹر | 320-1250 ملی میٹر |
| 6 | مشین تکلا مرکز اونچائی | 1000 ملی میٹر | 1000 ملی میٹر |
| 7 | ہیڈ اسٹاک اسپنڈل کی گردش کی رفتار کی حد | 3-120r/منٹ | 3-120r/منٹ |
| 8 | تکلا سوراخ قطر | 1-225r/منٹ | 1-225r/منٹ |
| 9 | سپنڈل فرنٹ دیپر ہول کا قطر | Φ130 ملی میٹر | Φ130 ملی میٹر |
| 10 | ہیڈ اسٹاک موٹر پاور | 140# | 140# |
| 11 | ڈرل باکس موٹر پاور |
| 30KW |
| 12 | ڈرل باکس تکلا سوراخ قطر |
| 130 ملی میٹر |
| 13 | سامنے ٹیپر سوراخ دیا.ڈرل باکس کے |
| Φ85mm(1:20) |
| 14 | ڈرل باکس کی رفتار کی حد |
| 16-270r/منٹ |
| 15 | کھانا کھلانے کی رفتار کی حد | 5-2000 ملی میٹر فی منٹ (اسٹیبلیس) | 5-2000 ملی میٹر فی منٹ (اسٹیبلیس) |
| 16 | کھانا کھلانے والی گاڑی تیز رفتاری سے | 2m/منٹ | 2m/منٹ |
| 17 | فیڈ موٹر پاور | 11KW | 11KW |
| 18 | فیڈ کیریج تیز رفتار موٹر پاور | 36N.M | 36N.M |
| 19 | ہائیڈرولک پمپ موٹر پاور | N=1.5KW | N=1.5KW |
| 20 | ہائیڈرولک نظام کے کام کے دباؤ کی درجہ بندی | 6.3 ایم پی اے | 6.3 ایم پی اے |
| 21 | کولنگ پمپ موٹر پاور | N=7.5KW(2 گروپ )5.5KW(1گروپ) | N=7.5KW(2 گروپ )5.5KW(1گروپ) |
| 22 | کولنگ سسٹم کے ریٹیڈ ورک پریشر | 2.5 ایم پی اے | 2.5 ایم پی اے |
| 23 | کولنگ سسٹم کا بہاؤ | 300、600、900L/منٹ | 300、600、900L/منٹ |
| 24 | CNC کنٹرول سسٹم | سیمنز 808 یا کے این ڈی | سیمنز 808 یا کے این ڈی |
فوٹو وال